我们为您呈现了(无锡)【当地】承压保温水箱择优推荐首选辉煌产品的视频介绍,相较于图文,视频更能展现产品的真实面貌和细节。不妨点击观看,感受产品的魅力。
以下是:无锡(无锡)【当地】承压保温水箱择优推荐首选辉煌的图文介绍
【当地】承压保温水箱择优推荐首选辉煌")
【当地】承压保温水箱择优推荐首选辉煌")
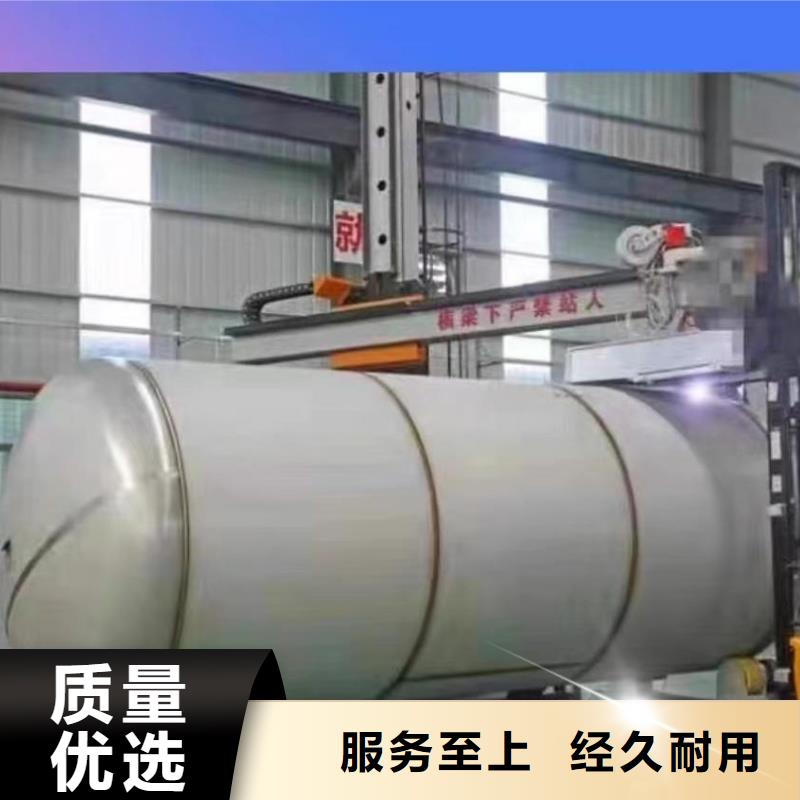
3、无锡同城承压保温水箱的组装与焊接
3.1、无锡同城筒节的组装:
3.1.1、无锡同城筒节组装前要认真熟悉图纸上接管、无锡同城人孔、无锡同城支座等的位置,合理错开焊缝,尽量避免在焊缝上开孔及焊缝被覆盖。
3.1.2、无锡同城圆筒环缝组对前要复测每节筒节周长,估算可能引起的错边量,组对时要尽量控制错边量均匀。
3.1.3、无锡同城筒节组装时优先考虑立式组装。在场地条件受限制时可考虑卧式组装,采用这种方式容易引起筒节变形,对薄壁大直径筒节应作内支撑以增加刚度。
3.1.4、无锡同城焊缝应合理错开,相邻筒节纵缝间的外圆弧长度及封头拼缝至相邻筒节纵缝间的外圆弧长,应不小于钢板厚度的3倍,且不小于100mm.
3.1.5、无锡同城圆筒的直线度允差应不大于圆筒长度的1/1000,筒节拼装时,每条环缝可以留有一定间隙。
【当地】承压保温水箱择优推荐首选辉煌")
【当地】承压保温水箱择优推荐首选辉煌")
【当地】承压保温水箱择优推荐首选辉煌")
辉煌供水设备有限公司是一家综合性的 不锈钢水箱、厂家。位于经济开发区,地理位置优越,交通便利,方便客户采购发货,我建立以来不断改善管理方式,所生产 不锈钢水箱、产品均采用优异原材料,生产的产品规格齐全,价格合理,特殊规格都可根据用户要求加工定做。
【当地】承压保温水箱择优推荐首选辉煌")
【当地】承压保温水箱择优推荐首选辉煌")
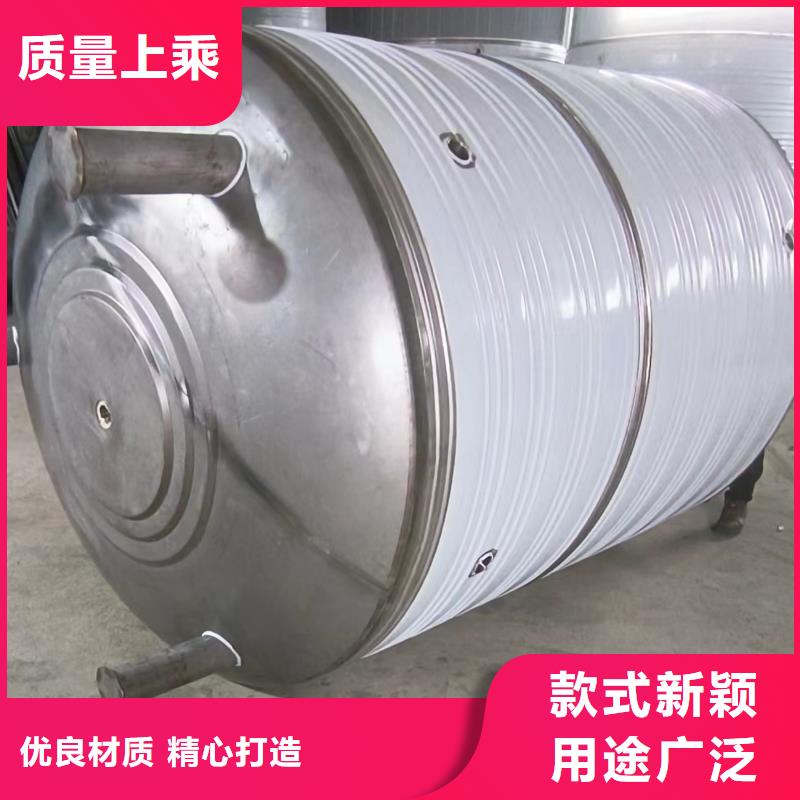
承压保温水箱的工作原理:承压储水技术主要用于自来水的供水系统中,其原理就是把供水系统中的某一段容积增大,形成一个小的储水单元,在供水正常的情况下只是管道的一部分。在供水出现故障时,储水单元内所储存的水可以继续供用户使用。承压水箱的供水模式:承压水箱的储水方式属于封闭式的储存,在储存的过程中水不会与空气接触,所以空气中的杂质与微生物不会进入到水中。承压水箱的三大功能:1、无锡附近在供水故障的情况下,可以为用户即时提供安全用水的保障,能应急供水;2、无锡附近能自动随时的排除管道内的空气,消除管道内的水锤音;3、无锡附近能吸收管道中因水压变化而产生的冲击能量,处长管道材料与设备的使用寿命。
【当地】承压保温水箱择优推荐首选辉煌")
【当地】承压保温水箱择优推荐首选辉煌")
【当地】承压保温水箱择优推荐首选辉煌")




 扫一扫
扫一扫